
The mechanical differences that determine cleaning performance, screenings quality, and long-term maintenance burden
The choice between a front-raked bar screen and a back-raked bar screen looks trivial on a specification sheet and turns consequential in operation. Both types remove solids from incoming wastewater. Both use a motorized rake to clear accumulated screenings. The differences run deep: how the rake engages solids, where it travels, how screenings behave during discharge. These determine whether your headworks runs smoothly or generates maintenance calls every wet-weather season. This guide works through the real mechanical distinctions, the operating conditions where each type performs best, and the failure modes that only show up after commissioning.
The comparison applies primarily to mechanically cleaned bar screens in municipal headworks and industrial pretreatment — the type where a driven rake clears a stationary bar frame. Step screens and band screens follow different principles and are out of scope here.
For background on the broader range of screening equipment, the Water Environment Federation publishes design guidance covering headworks equipment selection across plant size categories.
How the Rake Direction Changes Everything
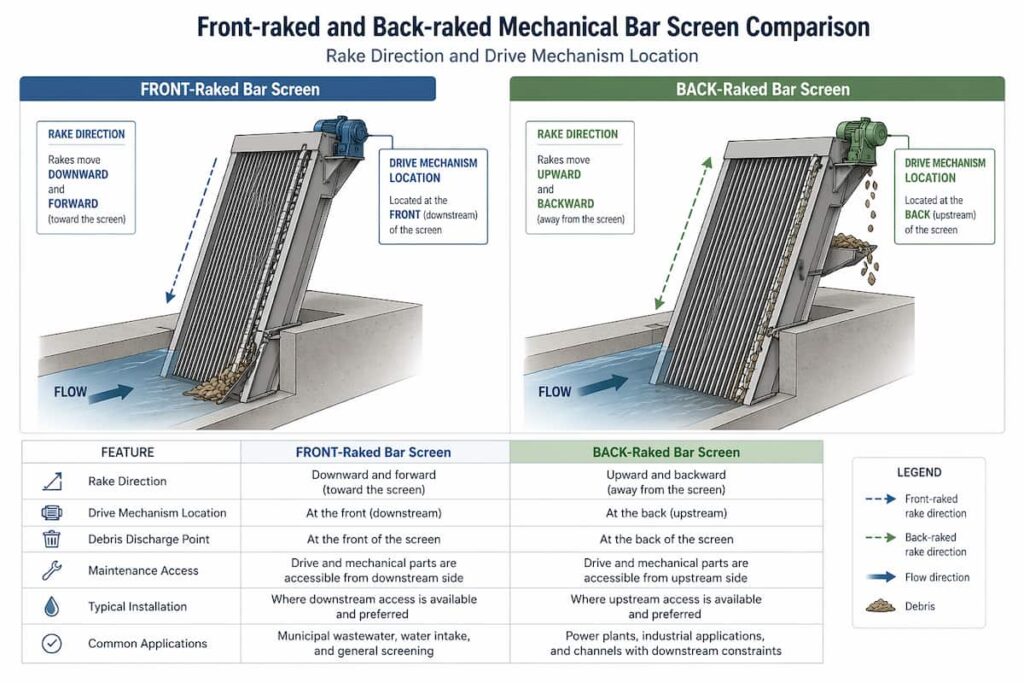
The fundamental difference between front-raked and back-raked bar screens is exactly what the names say: which face of the bar frame the rake cleans from. This single mechanical choice propagates into different hydraulic behavior, different screenings moisture content, different failure modes, and different maintenance requirements.
Front-Raked Mechanism
In a front-raked bar screen, the rake travels up the upstream face of the bars — the side where incoming flow presses solids against the screen. The rake engages screenings directly in the direction of hydraulic pressure. It inserts from below the water surface, catches accumulated rags and solids, and lifts them upward along the bar face. The discharge chute or conveyor receives them at the top.
This approach gives the rake mechanical advantage against dense rag accumulations. The flow itself helps press solids onto the rake tines during the lifting stroke. Consequently, front-raked screens handle heavy rag loads well — the kind of loading that occurs in combined sewer systems or plants serving areas with high non-dispersible wipes content.
The trade-off is exposure. The drive mechanism and chain system operate in direct contact with the wastewater environment. Corrosion resistance of the drive components matters more on front-raked designs than on back-raked equivalents.
Back-Raked Mechanism
In a back-raked bar screen, the rake travels up the downstream face — away from the incoming flow. The rake tines pass through the bars from back to front, engage solids on the upstream face, and pull them through or over the bars during the lifting stroke.
Back-raked designs keep the drive mechanism on the downstream, dry side of the screen. This significantly reduces corrosion exposure on drive chains, bearings, and gearboxes. Maintenance access is also simpler — technicians work from the downstream side without entering the channel zone.
However, back-raked systems must pull screenings against the hydraulic pressure of incoming flow. This creates higher mechanical loads during rake engagement, particularly when rag accumulations are dense. Several back-raked designs compensate with heavier rake construction and higher drive torque ratings — which increases power consumption and component wear at high loading.
Screenings Quality: Moisture Content and Discharge
Screenings moisture content determines disposal cost more than most engineers account for at design stage. Wet screenings are heavy, difficult to handle, and expensive to transport. Drier screenings compact better, weigh less per volume, and generate less odor in the skip.
Why Back-Raked Screens Produce Drier Screenings
In a back-raked system, the rake lifts screenings away from the incoming flow before reaching the discharge point. The material drains as it travels up and over the top of the screen. By the time screenings reach the discharge chute, they have had several seconds of draining time with no incoming flow rewetting them.
Front-raked screens lift screenings along the upstream face, where incoming flow continuously contacts the accumulated material during the lifting stroke. Drainage still occurs, but rewetting from the approaching flow partially offsets it. The result is screenings that typically arrive at the discharge chute 8–15% wetter than equivalent back-raked output.
In practice, this difference translates to roughly 50–80 kg more moisture per tonne of screenings produced. At a 20,000 m³/day plant generating 80 tonnes of screenings per year, that adds up to 4–6 additional tonnes of moisture weight annually. This is real disposal cost that does not appear in the equipment procurement budget.
Discharge Height and Chute Design
Both screen types discharge screenings at the top of the travel stroke into a chute or bin. Discharge height is the distance from channel invert to the discharge point. It determines how tall the screen installation must be and whether a mezzanine is needed for bin access.
Back-raked screens typically achieve slightly higher discharge heights for a given screen depth, because the rake travel arc clears the top of the frame cleanly. Front-raked systems sometimes require a longer overhang chute to clear the channel wall, depending on installation geometry.
Performance Under Different Solids Loading
Municipal sewage is not a uniform material. Solids loading varies by time of day, day of week, season, and event — and the type of solids matters as much as the volume.
Rag and Non-Dispersible Content
Modern sewage increasingly contains non-dispersible wipes, sanitary products, and fibrous materials. These form dense rag mats that resist conventional cleaning. Front-raked screens handle rag mats well because the upward stroke along the upstream face physically lifts the mat with flow pressure assisting.
Back-raked screens can struggle with thick rag mats. The tines must penetrate the mat from behind, against flow resistance. Dense mats sometimes deflect tines rather than allowing penetration. Several back-raked manufacturers have addressed this with dual-tine designs and higher-torque drive systems. These perform better on rag-heavy loads than older back-raked designs. Nevertheless, front-raked systems retain an advantage on the most difficult rag conditions.
Grit and Dense Inorganic Solids
Grit and sand present the opposite challenge. These materials settle rapidly and accumulate at the base of the screen frame. Front-raked screens, with the rake traveling along the upstream face from the base, are generally better at clearing bottom accumulations on each rake cycle.
Back-raked systems may leave residual grit in the lower section of the frame between cycles — particularly at low approach velocities where settling is fastest. This does not make back-raked screens unsuitable for grit-bearing flows. It does mean that manual inspection of the frame base needs to occur at shorter intervals in high-grit environments with back-raked equipment.
Surge and Peak Flow Events
During peak wet-weather events, screenings loading rate can spike to 3–5× the dry-weather rate within minutes. The rake cycle frequency must respond quickly. Both screen types support differential headloss-triggered cycling, which is the appropriate control mode for surge events.
However, front-raked screens have a structural advantage here: flow pressure assists the rake during the loaded stroke, reducing drive torque requirements at high loading. Back-raked drives must overcome both the screenings weight and hydraulic resistance simultaneously. At extreme loading, this can trip torque-limiting protection on back-raked systems. Specifying adequate drive motor torque margin — typically 40–50% above calculated maximum — is therefore more critical on back-raked equipment.
35,000 m³/day plant serving a tourist area with strong seasonal flow variation. Original headworks had front-raked screens on all channels. The expansion design team switched to back-raked screens on two of three new channels, citing lower maintenance cost claims from a competing vendor.
During the first high-season peak — roughly 2.4× average flow — both back-raked units tripped their torque protection within 20 minutes of each other during a rag loading event. The front-raked unit on the third channel continued operating normally. The root cause was undersized drive motors: the vendor’s standard rating had not been adjusted for the high-rag sewage composition in that catchment. Motor upgrades followed at additional cost roughly six months after commissioning. The maintenance manager subsequently specified front-raked screens for all future channel additions at that facility.
Maintenance Access and Drive System Durability
Maintenance access is where back-raked screens show their clearest advantage — and where front-raked screens create the most consistent operational friction over time.
Front-Raked Maintenance Exposure
On a front-raked screen, the drive chain, sprockets, and guide rails operate in or immediately above the wastewater channel. Lubrication requires access to the upstream face. Chain inspection means working over an active channel. Bearing replacement typically requires partial dewatering or confined space procedures.
In practice, maintenance teams defer front-raked screen servicing more than they should. I’ve seen plants where the manufacturer’s recommended 500-hour lubrication interval has drifted to annual lubrication in practice — simply because access is inconvenient. Component wear accelerates accordingly.
Back-Raked Maintenance Access
Back-raked drive components sit on the downstream side of the screen, above the waterline. Chain inspection, lubrication, and bearing replacement are all accessible without entering the channel zone. Maintenance tasks that require 2–3 hours on a front-raked screen often take 45–60 minutes on a back-raked equivalent.
Over a 20-year equipment life, the cumulative difference in maintenance labor hours is substantial. Back-raked screens consistently show lower total maintenance cost in lifecycle analyses — even when capital cost is somewhat higher.
Drive System Corrosion
Front-raked drive systems require higher-grade corrosion protection throughout. Stainless steel 316L chains and stainless or HDPE guide rails are standard. Even with correct material specification, submerged and splash-zone components require more frequent inspection for corrosion initiation at welds and fasteners.
Back-raked systems can use 304 stainless for downstream drive components without significantly elevated corrosion risk. However, the rake tines and lower guide section — which contact the wastewater — still require 316L specification in corrosive environments.
The industry literature often presents front-raked vs back-raked as a balanced trade-off. In my experience, the balance shifts significantly based on solids composition. For combined sewer plants with high rag content: front-raked. For separate sewer plants with relatively clean municipal sewage: back-raked wins on lifecycle cost. The mistake is specifying one type universally without examining the actual solids loading profile of the specific catchment.
Side-by-Side Comparison
| Parameter | Front-Raked | Back-Raked |
|---|---|---|
| Rake direction | Up upstream face (with flow) | Up downstream face (against flow) |
| Rag mat handling | Excellent — flow assists capture | Good — requires adequate drive torque |
| Grit removal at base | Good — rake clears from bottom | Moderate — may leave residual |
| Screenings moisture | Higher (rewetting during lift) | Lower (drains away from flow) |
| Drive system location | Upstream, exposed to wastewater | Downstream, mostly above waterline |
| Maintenance access | More difficult, confined space risk | Easier, dry-side access |
| Drive torque at peak load | Lower (flow assists) | Higher (flow resists) |
| Corrosion risk on drive | Higher — 316L required throughout | Lower — 304 acceptable on dry side |
| Capital cost | Generally lower | Generally 10–20% higher |
| Lifecycle maintenance cost | Higher (difficult access, wetter screenings) | Lower (dry-side access, drier screenings) |
Installation Requirements and Channel Geometry
Both screen types require a dedicated channel with specific geometric constraints. Some constraints differ between types and affect civil design.
Channel Depth and Frame Height
Front-raked screens require the rake mechanism to travel from below the channel invert level to above the discharge point. Total frame height is therefore channel depth plus discharge height plus drive mechanism clearance. In deep channels — over 3 m water depth — this produces tall screen frames that may require structural support from the channel walls rather than floor mounting alone.
Back-raked screens have a similar frame height requirement, but the drive mechanism sits at the top rear of the frame, simplifying structural loading. Additionally, back-raked installations tend to have a smaller upstream footprint in the channel — useful where channel length is constrained.
Bypass and Isolation Provisions
Both types require isolation gates upstream and downstream for maintenance. The gate arrangement is identical in principle — but maintenance procedures differ. On a front-raked screen, isolation allows channel dewatering for drive chain access. On a back-raked screen, isolation is often required only for full inspection; routine maintenance proceeds with the channel in service.
This means that back-raked screens spend less time offline over their service life. In plants where bypass requires regulatory notification, this is a meaningful operational advantage worth documenting in the design basis.
Textile manufacturing complex, 12,000 m³/day combined process and domestic wastewater. The original design specified back-raked screens based on a lifecycle cost comparison — technically the right call. However, the civil designer specified a channel only 180 mm wider than the screen frame on each side. This left insufficient clearance for the downstream drive mechanism access panel to open fully.
Maintenance teams could not remove the drive chain without partial dismantling of adjacent pipework. What should have been a 90-minute chain replacement took nearly a full day on the first service. The channel was subsequently widened at one screen position at significant remedial cost. The lesson was not about screen type — it was about communicating manufacturer access requirements to the civil engineer before pouring concrete.
When to Choose Front-Raked
Front-raked bar screens are the right choice in specific conditions. Choose front-raked when incoming sewage carries high rag content — combined sewer systems, areas with documented non-dispersible wipes problems, or industrial flows with fibrous materials.
Additionally, front-raked screens are appropriate when capital cost is the primary constraint and lifecycle maintenance cost is secondary. They also suit installations where the maintenance team is experienced with confined-space procedures and channel dewatering — the access challenges are manageable with proper procedures. Some designers also prefer front-raked screens for very deep channels, where the simpler frame geometry eases structural design.
When to Choose Back-Raked
Back-raked bar screens are the better choice in the majority of modern municipal installations. Choose back-raked when separate sewer systems carry relatively clean municipal sewage with moderate rag content. Back-raked screens are also appropriate when lifecycle cost and maintenance labor reduction are explicit design criteria. Any plant expected to operate for 20-plus years should treat these as non-negotiable inputs.
Plants in remote locations with limited maintenance staffing benefit significantly from back-raked screens. Dry-side access means a two-person team can complete routine maintenance without channel dewatering or confined-space entry. The drier screenings output also reduces disposal frequency and cost — an operational saving that compounds annually. For new installations where the operator has expressed concern about maintenance burden, I default to back-raked unless there is a specific solids loading argument against it.
Specifying the Right Screen: Parameters to Lock Down
Whichever type you select, the specification must cover several parameters that vendors commonly leave to their standard defaults — defaults that may not match your operating conditions.
Drive Torque and Motor Sizing
Specify minimum drive torque at peak screenings loading, not average loading. Include a torque overload factor of at least 40% above calculated maximum. For back-raked screens especially, this margin prevents torque protection trips during rag events. Vendors will propose their standard motor size — ask for the torque calculation at peak load and verify the margin independently.
Rake Tine Material and Geometry
Rake tines should be 316L stainless steel regardless of screen type. Tine geometry — spacing, depth, and angle — determines how well the rake penetrates rag mats and whether tines deflect under load. Request the manufacturer’s data on tine deflection at maximum torque. Tines that deflect under load clean poorly and wear asymmetrically.
Control Integration
Specify differential headloss triggering as the primary control mode. Add a timed backup cycle — typically 30–60 minutes — to ensure the rake runs even if the headloss sensor fails or reads low due to calibration drift. Vendors sometimes supply headloss sensors as an option rather than standard; confirm inclusion in the base scope before the purchase order is issued.
FAQ
Bar Screen FAQ: Equipment Selection and Operation
Selecting a Bar Screen for Your Headworks?
Morvolous Engineering Team reviews the solids loading profile, channel geometry, and maintenance context before recommending front-raked or back-raked — not the other way around. Reach out for a technical review of your headworks specification.
Contact Morvolous →